400熱線:400-825-8282
- 網(wǎng)站首頁
- 產(chǎn)品中心
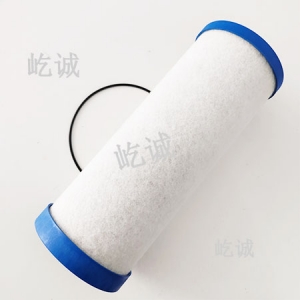
儲氣罐 氣缸 干燥機 電磁閥 過濾器 減壓閥 接頭 快排閥 濾芯 氣管 手動閥 調(diào)壓閥 吸盤 壓力表 增壓閥 真空發(fā)生器 自動排水器 組合元件 單向閥 電磁閥 匯流板 壓力傳感器 托架及螺母 感應(yīng)開關(guān) 速度控制閥 油霧器 空氣組合元件 節(jié)流閥 螺母 油缸 磁性開關(guān) 真空調(diào)壓閥 快接頭 消聲器 壓力開關(guān) 氣控閥 除靜電器 氣動滑臺 托架 油霧分離器 微霧分離器 除靜電器 電氣比例閥 排水器 消聲器 安裝碼 氣缸支架 磁性開關(guān)安裝環(huán)帶 匯流板 電磁閥底座 吸盤 磁性開關(guān)安裝碼 過濾器浮球 安裝碼 配件 機械閥 支架 單向閥 氣控閥 空氣閥 氣動微動開關(guān) 機械閥 排水杯 浮球 排水器 儲氣罐 堵頭 支架 壓力傳感器 手動閥 排氣閥 氣爪 油缸 排水杯 維修包 墊片 浮動接頭 氣動泵 機械閥 調(diào)速閥 電磁閥蓋板 電磁閥線圈 氣爪 氣動滑臺 手動閥 流量傳感器 堵頭 吸震器
- 新聞中心
- 下載中心
- 案例展示
- 關(guān)于我們
- 在線留言
- 聯(lián)系我們









 旺旺客服1
旺旺客服1

